įŁ┴Ž╗ņ║ŽĪ·¤ß│╔ą═ļAČ╬Ī·░Õ▓─╠Ä└ĒĪ·¤ßē║│╔ą═ļAČ╬Ī·¤ß╠Ä└ĒļAČ╬Ī·čą─źŪąĖŅļAČ╬Ī·ćŖŲßĪó┐ŠŲßļAČ╬Ī·«aŲĘ░³čbĪŻ
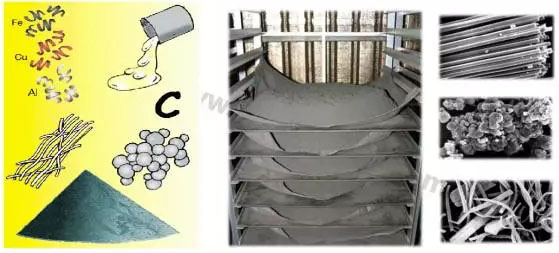
1ĪóįŁ┴Ž╗ņ║Ž
Īč╗∙▒Š╔Žäx▄ć─”▓┴Ų¼╩Ūė╔õō└wĪóĄV├▐Īó╩»─½Īó─═─źä®Īóśõų¼╝░Ųõ╦³╗»īW╬’┘|╦∙ĮM│╔Ż¼Č°─”▓┴ŽĄöĄĪó─═─źųĖöĄ╝░įļę¶ųĄĄ─┤¾ąĪŻ¼Š═╩Ū═Ė▀^▀@ą®įŁ┴ŽĄ─▒╚└²Ęų┼õ▀Mąąš{š¹ĪŻ
2Īó¤ß│╔ą═ļAČ╬
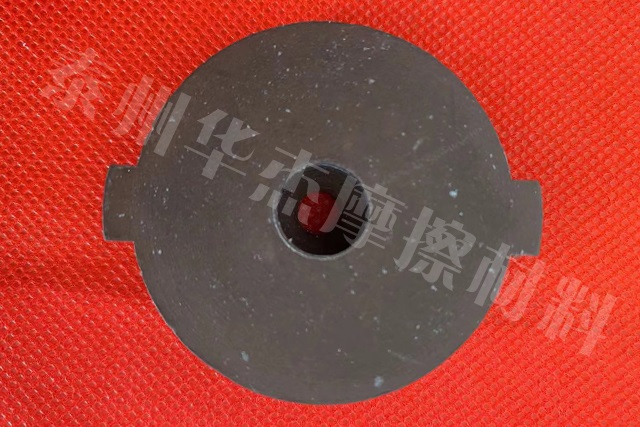
Īčīó╗ņ║Ž║├Ą─įŁ┴ŽĄ╣╚ļ─ŻŠ▀└’Ż¼▓óųžē║│╔ą═ĪŻ

3Īó░Õ▓─╠Ä└Ē
Īčę“æ¬▓╗═¼▄ćą═Ą─ĶF▓─Įø▀^╝¶▓├║¾Ż¼▀ĆąĶ═Ė▀^ųķō¶▒Ē├µė▓╗»╠Ä└Ē║¾Ż¼▓┼─▄╔Ž─z£╩éõż╔Žäx▄ć─”▓┴Ų¼ÕFą╬ĪŻ

4Īó¤ßē║│╔ą═ļAČ╬
Īč└¹ė├ÖCąĄīóĶF▓─┼cäx▄ć─”▓┴Ų¼Ė▀¤ß╝ėē║Ż¼╩╣ā╔š▀ķgĖ³─▄Šo├▄ĮY║ŽŻ¼Č°ųŲįņ│÷üĒĄ─│╔ŲĘŠ═Įąū÷äx▄ć─”▓┴Ų¼┤ų┼▀ĪŻ

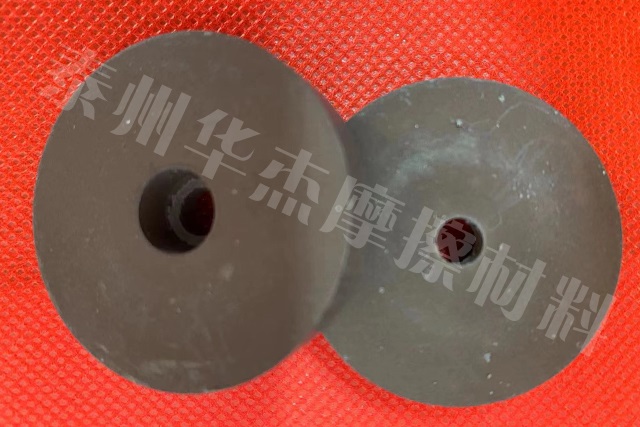
5Īó¤ß╠Ä└ĒļAČ╬
Īč×ķ╩╣äx▄ć─”▓┴Ų¼▓─┘|─▄Ė³╝ėĘĆČ©Īó─═¤ßąįĖ³Ė▀Ż¼ę“┤╦ąĶę¬═Ė▀^¤ß╠Ä└ĒÖCŻ¼īóäx▄ć─”▓┴Ų¼┤ų┼▀╝ė¤ßķL▀_6ąĪĢręį╔Ž║¾Ż¼▓┼─▄└^└m╝ė╣żĪŻ
6Īóčą─źŪąĖŅļAČ╬
Īč¤ß╠Ä└Ē║¾Ą─äx▄ć─”▓┴Ų¼Ż¼Ųõ▒Ē├µ▀Ć╩ŪėąąĶČÓ├½▀ģŻ¼ę“┤╦ąĶĮø▀^čą─źŪąĖŅ▓┼─▄╩╣ŲĮš¹ĪŻ

7ĪóćŖŲß┐ŠŲßļAČ╬
Īč×ķ▒▄├ŌĶF▓─╔·õP╝░▀_ĄĮ├└ė^Ą─ą¦╣¹Ż¼ę“┤╦ąĶę¬▀MąąćŖŲߥ─╣żū„ĪŻ
Īč└¹ė├170ĪµĄ─£žČ╚║µ┐Šäx▄ć─”▓┴Ų¼╔ŽĄ─ćŖŲ߯¼▓╗Ą½╔½Ø╔▌^╝čŻ¼ė÷Ė▀£žĢr▀Ćėą▓╗╚▌ęū═╩╔½Ą─ā׳cĪŻ |